

- 당신과의 연결고리 KISWEL

고객센터
Customer Service
고객문의 Q&A
- KC 28과 K 26 WIRE 용접 품질 문의 건
- 작성자 : 윤중근(기술연구소)
- 등록일 : 2022-02-24
- 조회수 : 360
===Origin Content=====================================
안녕하세요 고려 용접봉의 솔리드 와이어 KC 28, KC 26으로 WPS 인증 시험 준비 중입니다. 모재는 SS275(구 SS400) 10t 인데요.... 용접사들이 BACK을 내거나 첫번째 PASS와 두번째 PASS의 용착을 어려워 하네요,,,, KC 28 같은 경우는 전류를 많이 높여야 BACK이 나오고, KC 26은 낮은 전류에 너무 많은 용융풀이 형성되어 용접하기 힘들어 합니다. (KC 28은 CO2 20%, ARGON 80%, KC 26은 CO2 99.9% 가스 사용) 그래서 아래와 같이 문의 드립니다. 1. 혹시 해당 용접 WIRE가 10T 정도의 SS275 모재 용접에 적합하지 않는건 아닌지 2. 혹시 어떤 구성으로 하면 BACK과 PASS간 용착에 문제가 없을지 3. 모재가 너무 많은 열을 받아 급격히 산화되는게 보이는데 해결할 방법은 없는지 4. GMAW로는 용접이 어려워 FCAW로 가야 하는건 아닌지 조언 부탁드립니다. 끝.
==============================================
안녕하십니까. 당사 홈페이지를 방문해주셔서 감사드립니다.
우선 사용하시는 용접재료의 선경 및 용접 조건에 대한 정보가 부족하여 보다 상세한 조언을 못드리는 점 양해 부탁드립니다.
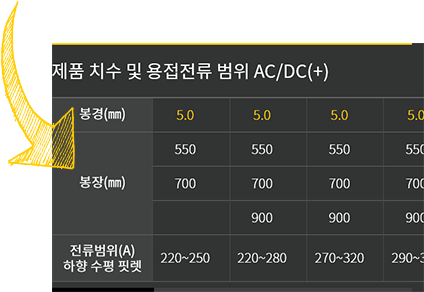
질문1.혹시 해당 용접 WIRE가 10T 정도의 SS275 모재 용접에 적합하지 않는건 아닌지 -> 사용하시는 선경이 1.2mm 정도의 일반적인 선경이라면 적용하시는데 문제 없습니다.
질문2. 혹시 어떤 구성으로 하면 BACK과 PASS간 용착에 문제가 없을지 -> BACK 부분은 모재의 개선각 및 ROOT 간격이 매우 중요한 요소로 생각되어 집니다. 상세 정보가 없어
명확한 답변은 어려우나, ROOT 간격을 2~3mm 띄우고 전압을 낮추는 것을 추천드립니다. BACK이 안나올 경우 전류만 올리게되면 용착량은 많아지나 용입이 부족할 수 있습니다. 이러한 경우 전압을 낮추게되면 아크 폭이 좁아지면서 용입에 보다 유리할 수 있습니다. 이때 전압을 낮추게 되면 작업성이 다소 떨어질 수 있습니다.
질문3. 모재가 너무 많은 열을 받아 급격히 산화되는게 보이는데 해결할 방법은 없는지 -> 전류를 낮추어 입열량을 줄이거나 용접 속도를 빠르게 가져가시는 것이 방법입니다.
질문4. GMAW로는 용접이 어려워 FCAW로 가야 하는건 아닌지 -> 상기 방법으로도 BACK 형성이 어려우실 경우에는 FCAW로 바꾸시는 것도 방법이긴하지만 일반적으로 GMAW가 용입 측면에서는 더 유리한 프로세스 입니다.
충분한 답변이 되셨는지요?
추가적인 문의사항이 있으시면 아래의 연락처로 연락주십시요.
감사합니다.
연락처.055-269-7263

![]()
이용약관 개인정보처리방침 이메일무단수집거부 Contact us
서울특별시 중구 퇴계로 166 (주자동, 흥국빌딩)
02-2270-9400(서울사무소), 055-269-7200(창원공장), 051-310-7200(부산공장)
Copyright 2020 KISWEL LTD. All Rights Reserved.